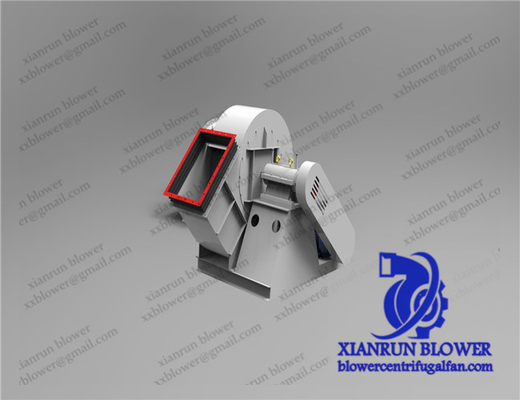
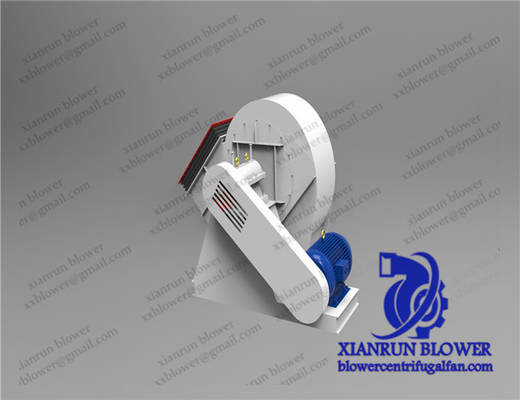
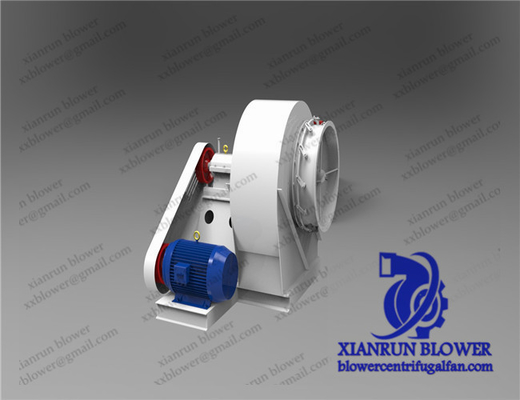
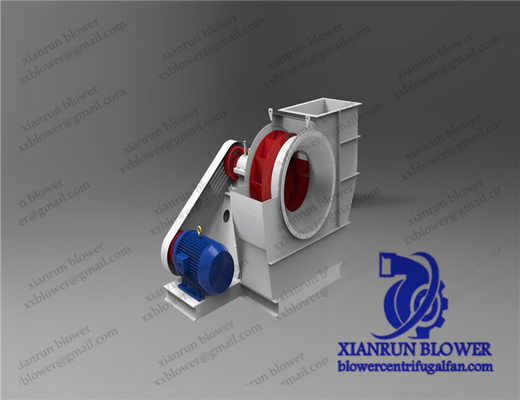
Fãs centrífugos e do fã de alta pressão da eficiência elevada do ventilador de ar dos ventiladores fã industrial do canal de exaustão do fã do ventilador
A limpeza, a desmontagem e o conjunto centrífugos do ventilador cumprirão as seguintes exigências:
1. Todas as peças e equipamento auxiliar devem estar limpos limpado, e a graxa antiferrugem da superfície comum deve ser revestida com uma camada de lubrificação para protegê-la (à exceção das exigências especiais);
2. A superfície rachada central vertical da embalagem não deve ser removida e limpado (a máquina com estrutura do cilindro será executada de acordo com as disposições dos documentos técnicos do equipamento). O difusor, o dispositivo da maré baixa e a caixa de rolamento não podem ser removidos durante a limpeza;
3. a bomba de óleo, o filtro, o refrigerador de óleo e a válvula de segurança no sistema de lubrificação e no sistema de selagem devem ser removidos e limpado. À exceção do refrigerador de óleo, sua inclinação não pode ser testada separadamente.
o dispositivo do gás 4.The e o sistema de refrigeração de regulamento do gás devem ser desmontados e lavado, e o tratamento da pressão pode geralmente ser testado; Se há umas exigências especiais, o teste da tensão deve ser realizado de acordo com as disposições dos documentos técnicos do equipamento.
O ventilador centrífugo para encontrar o tempo de paz, deve cumprir as seguintes exigências:
Primeiramente, quando a unidade da conexão direta é encontrada, o nível longitudinal deve ser medido na linha central, e o nível não deve exceder 0.03/1000; O nível horizontal deve ser medido na superfície da embalagem, e o nível não deve exceder 0.1/1000;
Dois. Quando a unidade com o acelerador é encontrada, o nível vertical está medido no pescoço do eixo, e o nível não deve exceder 0.02/1000; O nível horizontal deve ser medido na superfície média horizontal da embalagem mais baixa (veja a figura V-2.1), e o não-nível não deve exceder 0.1/1000; O alinhamento da unidade inteira é baseado geralmente no acelerador. Artigo 32 ao instalar a base ou a unidade inteira, as seguintes exigências devem ser cumpridas: Primeiramente, os pares de ferro inclinado da almofada devem ser selecionados de acordo com o tamanho da unidade. Para a unidade com uma velocidade de mais de 3000 RPM, a área de contato entre cada ferro da almofada, entre o ferro da almofada e a fundação e a base não deve ser menos de 70% da superfície comum, e a diferença local não deve ser mais de 0,05 milímetros; Em segundo, cada grupo de ferro da almofada deve ser colocado nos grupos após a seleção, e ser marcado para impedir a confusão;
Iii. Se a base é composta de diversas partes, a posição dos parafusos de âncora tais como a embalagem e o assento do carregamento deve ser verificada de acordo com as disposições dos documentos técnicos do equipamento.
Iv. A diferença entre a chave do guia (chave lisa chave ou vertical lisa horizontal) na base e no corpo deve ser uniforme e cumprir com as disposições dos documentos técnicos do equipamento. Se não especificado, a interferência no keyway do conjunto deve ser 0,01 ~ 0,02 milímetros; No keyway deslizante correspondente, o C1+C2 subordinado da diferença entre os dois lados deve ser 0.04-0.08 milímetros, a diferença superior C deve ser 0.5-1.0 milímetros, e o parafuso escareado é 0.3-0.5 milímetros abaixo do A. saudável.
Quando o alojamento de carregamento e a embalagem mais baixa são montados na base, as seguintes exigências estarão cumpridas:
1. Para a unidade com o alojamento de carregamento e a embalagem mais baixa como o todo, a metade inferior do corpo deve ser instalada na base, e ao mesmo tempo, o furo de carregamento é usado como a base nivelando (a unidade com a taxa de crescimento é baseada geralmente na taxa de crescimento para o trabalho acima);
Em segundo, o assento de carregamento e a embalagem mais baixa não são uma das unidades, o assento de carregamento deve ser instalado na base, ao mesmo tempo, o furo de carregamento é usado como a avaliação de desempenho nivelando, e o grau axial diferente da embalagem mais baixa e da linha da linha central do eixo é corrigido (a unidade com o acelerador é baseada geralmente no acelerador para o trabalho acima);
Iii. Os parafusos que conectam o assento de carregamento com a chave do guia ou a maxila da âncora na embalagem mais baixa com a base devem ser fixados corretamente. O afastamento entre o parafuso e o furo do parafuso e o afastamento entre a porca e o quadro deve cumprir com as disposições dos documentos técnicos do equipamento.
Quatro, entre o assento de carregamento e a base, ou entre a maxila da âncora da embalagem mais baixa, o assento de carregamento e a base, devem proximamente ser cabidos, antes de apertar o parafuso, verificam a diferença local com um bujão, e a unidade com uma velocidade de não mais de 3000 RPM não é mais de 0,05 milímetros, e a unidade com uma velocidade mais alta de 3000 RPM não são mais de 0,04 milímetros. Nota: O quadro refere a garra da âncora do rolamento ou da embalagem mais baixa.
A superfície inferior do acelerador deve proximamente ser cabida à base, e a diferença local não deve ser maior de 0,04 milímetros antes que o parafuso esteja apertado. O artigo 35 a superfície do arco de contato, o afastamento superior e o afastamento lateral entre a almofada de carregamento e o pescoço do eixo cumprirá com as disposições dos documentos técnicos do equipamento. Se um determinado índice não se encontra, está permitido reparar e risco, mas quando reparar e raspar a almofada de carregamento, atenção devem ser pagadas para corrigir o axiality diferente entre o rotor e o dispositivo da selagem de encaixotamento, e fazer a diferença entre o rotor e o dispositivo de selagem conformar-se às disposições dos documentos técnicos do equipamento (o eixo tiltable da telha deve se conformar às disposições dos documentos técnicos do equipamento). O artigo 36 os apoios axiais e radiais do salto de cada peça do rotor (eixo, impulsor, disco do equilíbrio, disco e acoplamento empurrado, etc.) não excederá as disposições do documento técnico do equipamento. O artigo 37 as superfícies comum da embalagem superior e mais baixa estará apertado, e o valor permissível do afastamento local conformar-se-á às disposições dos documentos técnicos do equipamento antes de apertar os parafusos.
Na ausência das disposições, as seguintes exigências serão cumpridas:
Primeiramente, a pressão de trabalho é mais baixa do que ou o igual a 10 quilogramas de força/cm2, a diferença não deve ser maior de 0,12 milímetros (exceto o ventilador da aglomeração); Quando a pressão de trabalho é mais alta de 10 quilogramas de força/cm2, a diferença não deve ser maior de 0,08 milímetros;
Ii. Os parafusos da conexão não devem ser danificados. Se está selando o enchimento ou o está revestindo entre as superfícies comum, deve ser enchido ou revestido uniformemente de acordo com as disposições dos documentos técnicos do equipamento.
Quando o acelerador é montado, as seguintes exigências estarão cumpridas (o acelerador da engrenagem planetária será executado de acordo com as disposições dos documentos técnicos do equipamento):
I. As diferenças de cada parte do carregamento (diferença superior, diferença lateral, etc.), da superfície do arco de contato e dos pontos de contato pela área de unidade cumprirão com as disposições dos documentos técnicos do equipamento, e serão riscadas quando necessárias;
Em segundo, a distância de centro, o não-paralelismo, o afastamento do dente e o ponto de contato entre os eixos do grupo da engrenagem conformar-se-ão às disposições dos documentos técnicos do equipamento;
Iii. A superfície comum dos escudos superiores e mais baixos da caixa de engrenagens deve ser próxima, e a diferença local não deve ser maior de 0,06 milímetros antes que os parafusos estejam apertados, e os parafusos de conexão não devem ser feridos. O artigo 39 o valor da interferência entre a telha superior para trás e a tampa de carregamento (ou tampa da glândula) e a superfície de contato entre a telha mais baixa para trás e o furo de carregamento conformar-se-á às disposições dos documentos técnicos do equipamento. Se não há nenhum regulamento, o valor da interferência é geralmente 0.03-0.07 milímetros, e a superfície de contato geralmente não será menos de 75%. O artigo 40 quando o motor, a turbina de vapor e a turbina de gás são conectados com os aceleradores, ventiladores e compressores, os axialities diferentes conformar-se-á às disposições dos documentos técnicos do equipamento.

Características chaves
Aplicações
- Cimento
- Caldeira industrial
- Produção de eletricidade
- Processamento químico
- Combustão-apoio
- Sistemas de refrigeração
- Gás corrosivo
- Secador
- Coleção de poeira
- Esboço forçado
- Exaustão das emanações
- Ventilação geral
- Incineração
- Esboço induzido

 Por favor verifique seu email!
Por favor verifique seu email! Portuguese
Portuguese